Stampi per stampaggio metalli

Breve descrizione:
Lo stampo per stampaggio di metalli è un tipo di strumento e attrezzatura per lo stampaggio di parti in lamiera. Presenta i vantaggi di un'elevata efficienza di produzione e di un ciclo di produzione breve. Viene spesso utilizzato nella produzione di massa.
Stampo per stampaggio metalli(Metal stamping die) è un tipo di apparecchiatura di processo speciale che elabora materiali (metallici o non metallici) in parti (o prodotti semilavorati) nel processo di stampaggio a freddo. Si chiama stampo a freddo (comunemente noto come stampo a freddo). Lo stampo per stampaggio è uno stampo per lavorazione a freddo. A temperatura ambiente, lo stampo installato sulla pressa viene utilizzato per esercitare una pressione sul materiale per produrre separazione o deformazione plastica, in modo da ottenere i pezzi richiesti.
Lo stampaggio di parti metalliche rappresenta una grande percentuale di parti metalliche, come case del computer, guscio in alluminio, copertura dell'attrezzatura, cassetta degli attrezzi, contenitore, staffa, copertura della schermatura elettronica, capocorda e così via. Lo stampaggio è un tipo di stampo di produzione di massa, che ha molte forme. Gli stampi per stampaggio sono generalmente classificati in base alle proprietà del processo e alla costruzione dello stampo

Classificazione in base alle proprietà del processo
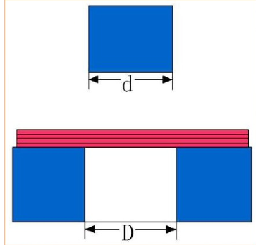
(1) (1) Lo stampo di tranciatura è uno stampo utilizzato per separare i materiali lungo contorni chiusi o aperti. Come la tranciatura, la punzonatura, la fustellatura e così via.
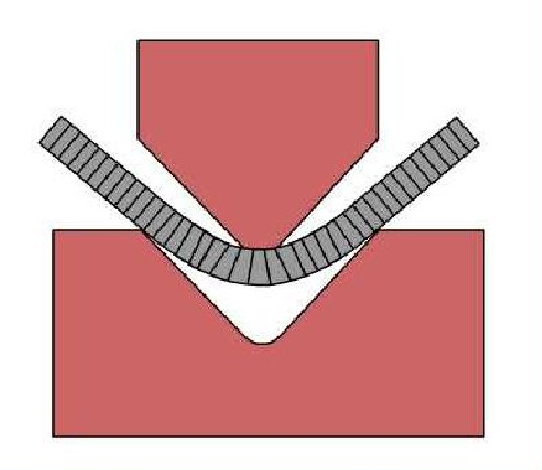
(2) Lo stampo di piegatura fa sì che il grezzo o altro grezzo produca una deformazione di piegatura lungo la linea retta (curva di piegatura), in modo da ottenere un certo angolo e forma dello stampo del pezzo.
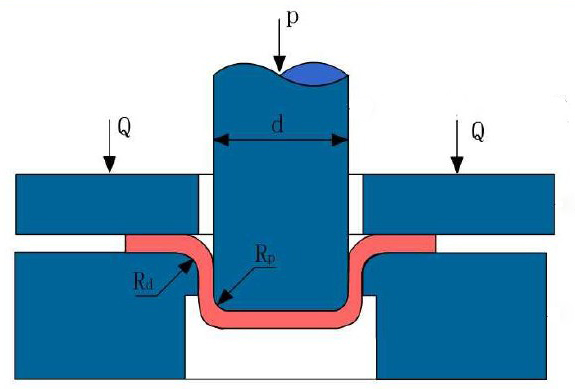
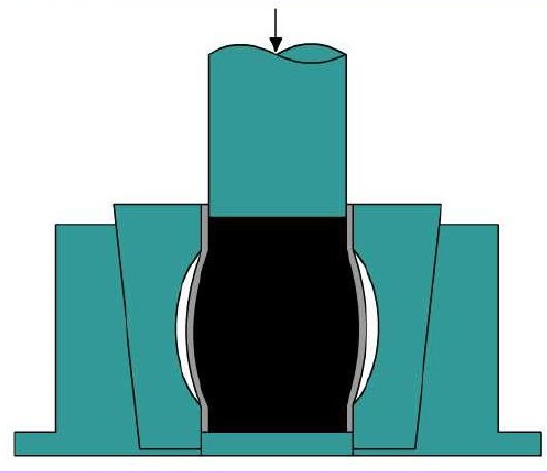
(3) Lo stampo da disegno è uno stampo che può trasformare il grezzo in una parte cava aperta o far cambiare ulteriormente forma e dimensione alla parte cava.
(4) Lo stampo di formatura è un tipo di matrice che può copiare direttamente il pezzo grezzo o semilavorato in base alla forma del punzone e dello stampo, mentre il materiale stesso produce solo deformazione plastica locale. Come lo stampo sporgente, lo stampo stridente, lo stampo espandibile, lo stampo di formatura rotante, lo stampo di flangiatura, lo stampo di sagomatura, ecc.
(5) Lo stampo per rivettatura consiste nell'utilizzare la forza esterna per unire o sovrapporre le parti in un certo ordine e modo, quindi formare un tutto.
Punzonatura morire
Stampo da disegno
Matrice di piegatura
Muoiono sporgenti
Classificazione in base al livello di funzionamento della combinazione
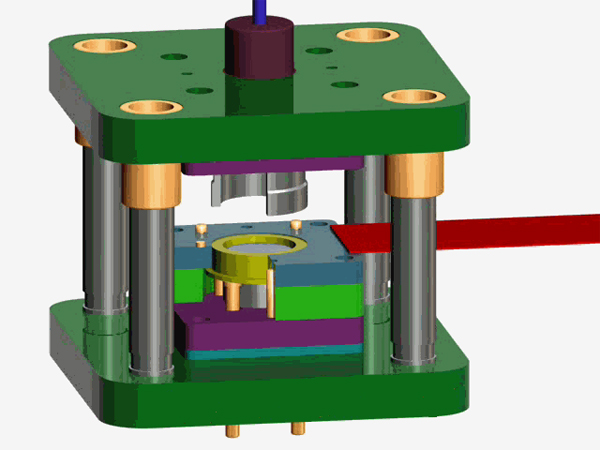
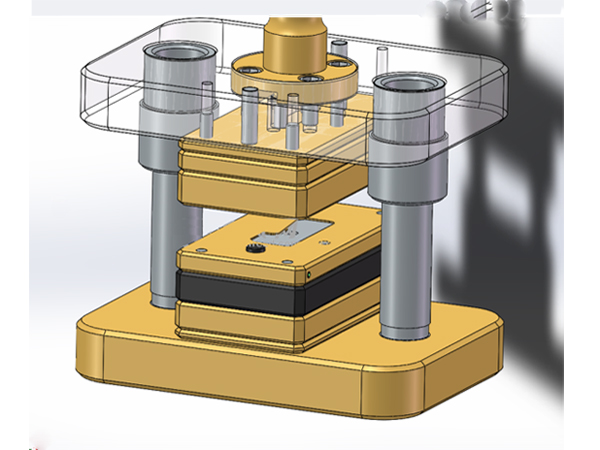
(1) Singolo dado (fase dado)
In un colpo di pressa, viene completato un solo processo di stampaggio.
Esiste una sola stazione di lavoro e un'unica procedura di lavoro per una singola matrice della procedura di lavoro. Può essere diviso in stampo di tranciatura, stampo di piegatura, stampo di disegno, stampo di tornitura e stampo di sagomatura.
La realizzazione dello stampo è semplice e il costo di realizzazione dello stampo è basso. È adatto per la produzione di pezzi con struttura semplice e bassa produttività. Bassa efficienza di produzione e costi di produzione elevati.
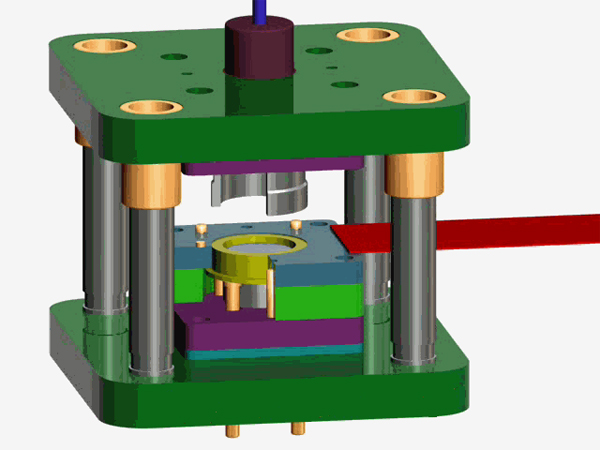
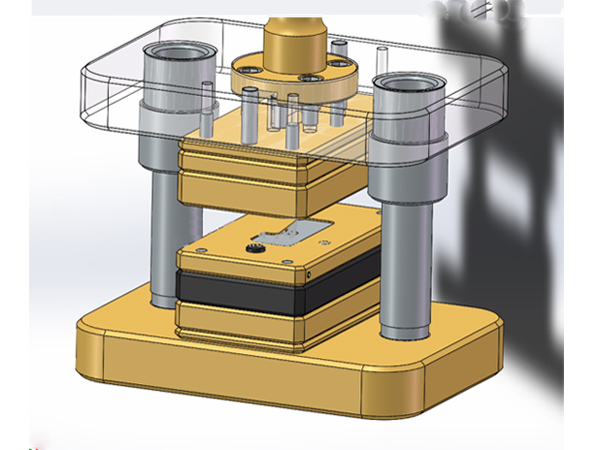
(2) stampaggio composto dado (gang die)
Una matrice con una sola posizione di lavoro, che completa due o più lavorazioni di stampaggio nella stessa posizione di lavoro in una sola corsa della pressa.
Lo stampo composto è adatto per realizzare parti metalliche con struttura complessa e alta precisione di posizionamento. Lo stampo è complesso e preciso e il costo di realizzazione dello stampo è elevato.
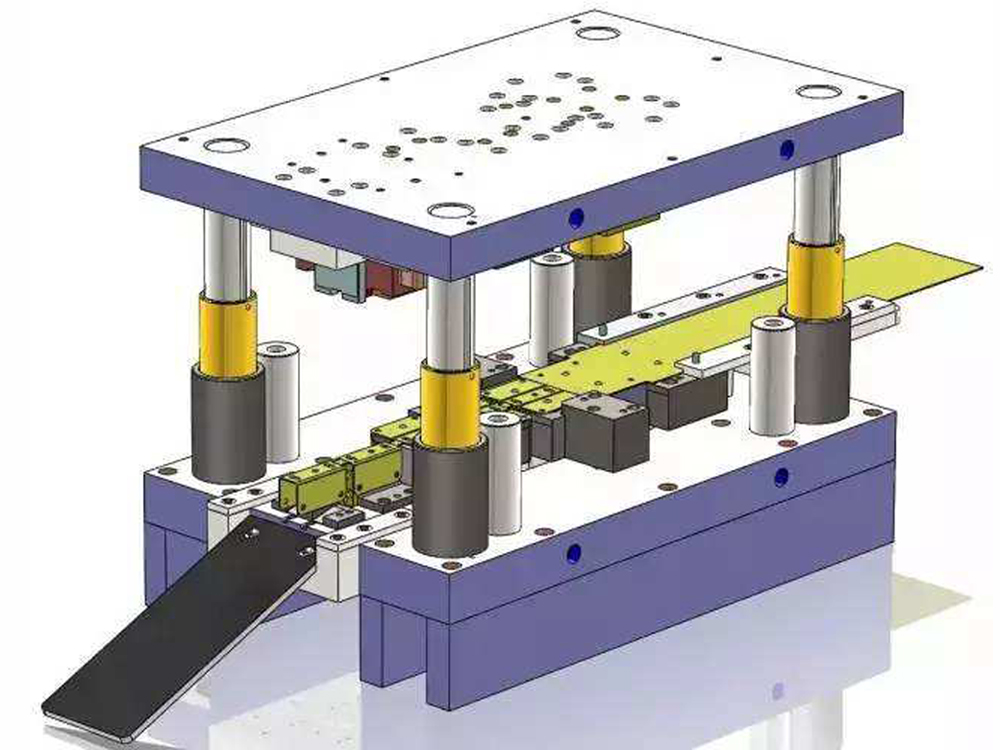
(3) Stampo per stampaggio progressivo (chiamato anche stampo continuo)
Nella direzione di alimentazione del grezzo, ci sono due o più stazioni. In una corsa della pressa, due o più processi di stampaggio vengono completati in stazioni diverse uno per uno.
Le caratteristiche dello stampo progressivo sono le seguenti:
A. Alta efficienza di produzione: lo stampo progressivo può completare lo stampaggio, la flangiatura, la piegatura, il disegno, la formatura tridimensionale e l'assemblaggio di parti complesse, riducendo il trasferimento intermedio e il posizionamento ripetuto. Inoltre, l'aumento del numero di stazioni non influisce sull'efficienza produttiva e può realizzare pezzi di precisione molto piccoli. Produzione facile da automatizzare.
B. Bassi costi di produzione: l'efficienza di produzione dello stampo progressivo è elevata, il numero di presse è ridotto, il numero di operatori e l'area dell'officina sono ridotti, il che riduce lo stoccaggio e il trasporto di prodotti semilavorati, quindi il costo di produzione completo di le parti del prodotto non sono alte.
C. Lunga durata dello stampo: le forme interne ed esterne complesse possono essere suddivise in semplici forme maschili e femminili, che possono essere tagliate passo dopo passo. La procedura di lavoro può essere suddivisa in più stazioni, e lo spazio può essere impostato nella zona in cui è concentrata la procedura di lavoro, in modo da evitare il problema di spessori troppo piccoli delle matrici maschio e femmina, modificare lo stato di stress del maschio e la femmina muore e migliora la forza dello stampo. Inoltre, lo stampo progressivo utilizza anche la piastra di scarico come piastra di guida del punzone, il che è molto vantaggioso per migliorare la durata dello stampo.
D. Elevato costo di produzione dello stampo: lo stampo progressivo ha un costo di produzione elevato a causa della sua struttura complessa, elevata precisione di produzione, ciclo lungo e basso utilizzo di materiale. Applicazione: è adatto alla produzione in serie di piccole e medie dimensioni con struttura complessa.
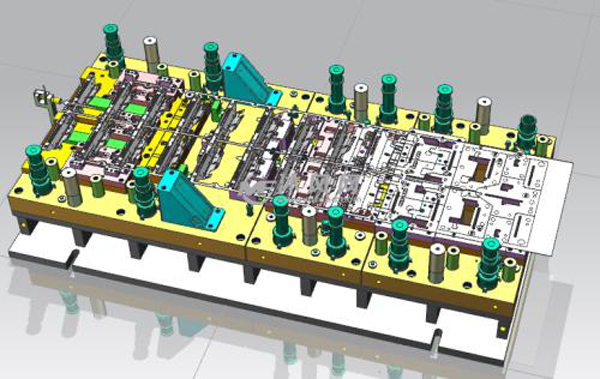
Matrice progressiva
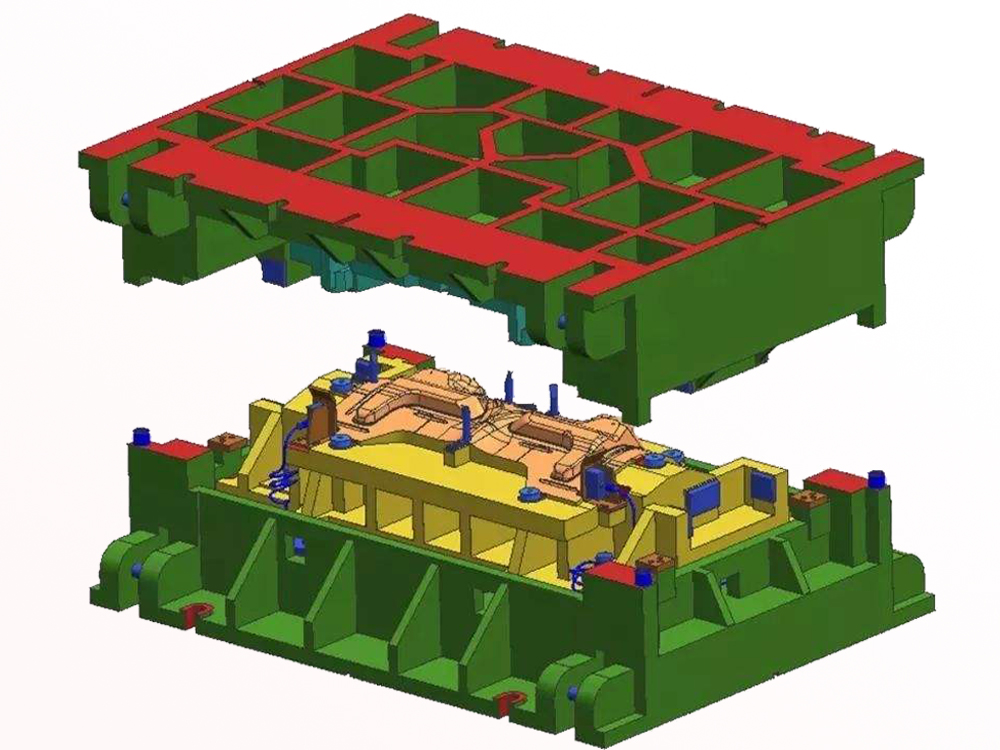
(4) Stampo per stampaggio a trasferimento (stampo per trasferimento multiposizione):
integra le caratteristiche dello stampo per stampaggio a processo singolo e dello stampo per stampaggio progressivo. Utilizzando il sistema di trasferimento del manipolatore, può realizzare il trasferimento rapido dei prodotti nello stampo. Può migliorare notevolmente l'efficienza di produzione dei prodotti, ridurre il costo di produzione dei prodotti, risparmiare il costo del materiale e la qualità è stabile e affidabile. Include le seguenti caratteristiche:
A. Utilizzo sulla punzonatrice multistazione.
B. Ogni stazione è uno stampo ingegneristico completo, completa un processo specifico, chiamato sub stampo. Esistono alcune relazioni tra i sub-stampi. Ogni sub-stampo può essere regolato indipendentemente senza influire sui sub-stampi anteriore e posteriore.
C. Il trasferimento delle parti tra i sub-stampi è realizzato mediante manipolatore. Lo stampo di trasferimento multiposizione è adatto per la produzione automatica e il rilevamento e la gestione intelligente del computer. Viene utilizzato nella produzione di parti con alta precisione, alta qualità e struttura complessa.
Applicazione di stampi o matrici:
(1). Prodotti elettronici e di comunicazione;
(2). Attrezzatura da ufficio;
(3). Pezzi di ricambio per automobili;
(4). Elettrodomestici;
(5) .Apparecchiature elettriche;
(6). Protezione medica e ambientale;
(7). Impianti industriali;
(8) .intelligenza artificiale;
(9). Trasporti;
(10). Materiali da costruzione, attrezzature e strumenti per cucine e servizi igienici;





